paper cup factory
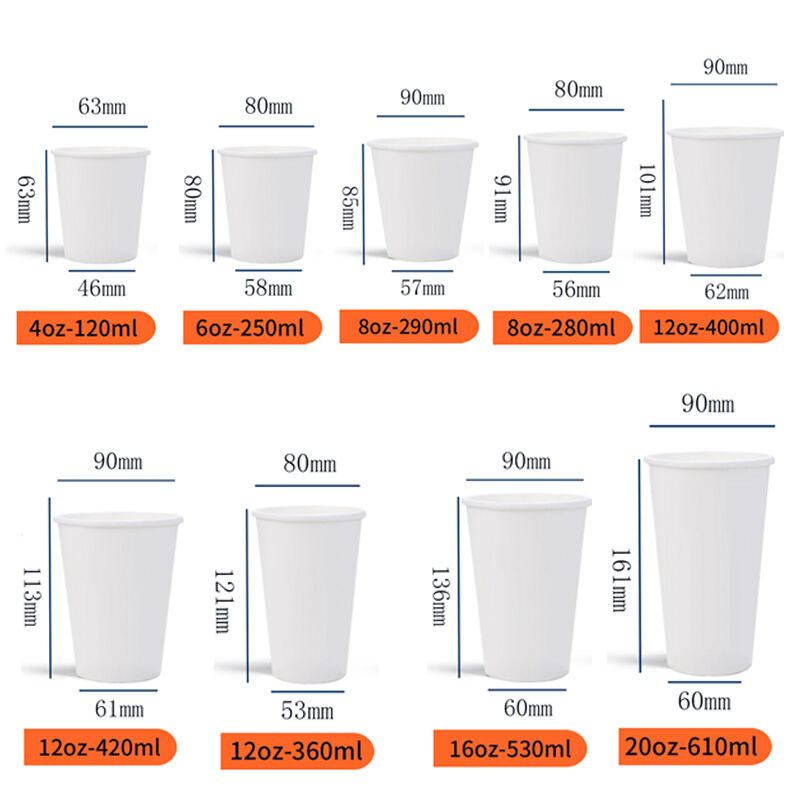
A paper cup factory is a specialized manufacturing facility designed to produce disposable paper cups for beverages and food service industries. These modern production plants integrate advanced machinery and automated systems to transform raw paper materials into finished cups through precise processes including paper feeding, printing, forming, and quality inspection. The paper cup factory operates with high-speed production lines capable of manufacturing thousands of cups per hour, meeting diverse market demands from small coffee shops to large-scale food chains. The technological infrastructure within a paper cup factory includes ultrasonic sealing equipment, automatic die-cutting machines, and computerized control systems that ensure consistent product quality and dimensional accuracy. Primary applications span across restaurants, cafes, fast-food outlets, hospitals, educational institutions, catering services, and vending operations. The paper cup factory produces various cup sizes ranging from small espresso cups to large beverage containers, accommodating both hot and cold drinks. Environmental considerations have become integral to modern paper cup factory operations, with many facilities adopting sustainable practices such as using food-grade paper materials, water-based inks for printing, and implementing waste reduction programs. The manufacturing process maintains strict hygiene standards and complies with international food safety regulations, ensuring that every cup meets health and safety requirements for direct contact with consumable products.